")

















湿法试样切割
磨料湿法切割
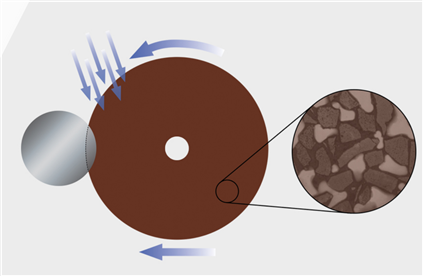
磨料湿法切割是最适当的材相切割方法,因为该方法在相对该过程所用的时间内,造成的损坏最少。磨料湿法切割使用包含磨料和粘合剂的切割轮。使用冷却液体冲洗切割轮,以避免摩擦生热而损坏样品。冷却剂也可去除切割区域中的碎屑。
切割机、夹持工具、切割轮、冷却液体以及一系列参数(包括切割模式、进给速度和旋转速度)的组合共同决定了切割的质量。以下是这些要点的选择指南。
如何切割选择切割机
工件的大小决定切割机的大小,因为该工件应当嵌入切割室中,并且切割轮的直径应足够大以能切断该工件。
工件或切割轮在机械中沿 3 个方向(x、y 和 z)的移动可以在自动切割机的编程中预定义,也可以由手动切割机的操作员进行。
切割机提供了用于选择切割模式的不同可能性,从而扩展了工件的大小和材料范围。
切割精度、符合预定切割线的能力,例如接近检查区域,也由设备进行定义。精密切割机械可以精确地将工件定位在几微米的范围内。
夹持解决方案的选择
夹持的主要目的是在切割操作中固定工件。本任务可以通过各种方式完成,并且对于切割质量具有非常重要的影响。
整个切割过程所花费的时间在很大程度受夹持选择的影响,因为涉及一个或多个夹持/松开操作的解决方案可能非常耗时。
在考虑夹持解决方案时,需要考虑简单或者复杂的几何结构、待切割的一个或多个样品、脆性或灵敏材料以及许多不同的样品或相同零件的反复切割。用于切割的机械提供了通过切割台或者切割轮的运动等来实现夹持的可能性或限制性。
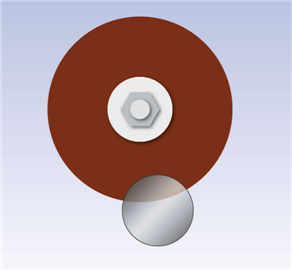
工件相对于切割轮的布局也会影响切割质量:
夹持切割轮前部的下方,以优化冷却剂的使用
切割轮两侧上的夹持可避免切割件底部产生毛刺。避免具有较高内部应力的材料夹住切割轮并(在更糟糕的情况下)阻止其转动。
对大多数应用而言,需轻微地夹持将被切断的部分。
为满足界定材相切割的标准或独特要求,可使用用于快速夹持、垂直夹持、夹持圆杆、球体、管道、螺栓等众多标准化通用夹持工具,并且可以针对特殊需要定制夹持工具。定制夹持解决方法可以满足各种需求,例如减少夹持操作的次数以节省时间的需求,或者用于优化不同几何结构的切割质量的特殊设计。


切割轮的选择
切割轮的特性是关键因素,切割轮的选择主要取决于要切割的材料。磨轮切割轮取决于:
磨轮设计
磨料类型
粘合剂类型
设计差异包括尺寸(例如直径和厚度)以及磨料的布局(周界上的连续边缘或者分布于整个切割轮主体)。改变磨料大小和浓度可实现性能的优化。
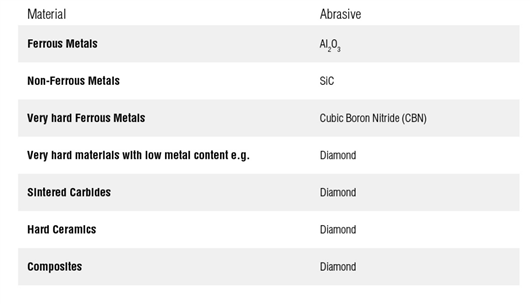
针对基于酚醛塑料的切割轮,以下给出了不同材料磨料的优化选择:
进给速度
对于材相切割而言,进给速度通常小于 1 mm/s,并能针对指定的切割轮和待切割样品进行调整。过慢的进给速度将无需延长切割过程,而过高的进给速度可增大热灼伤的风险。
旋转速度
在切割必要的不同硬度材料时,可以调整此参数,以缩短必要耗材切割轮的范围。该方法并不更换切割轮,而是调整旋转速度,并且通过减小旋转速度可以将硬轮用作软轮,反之亦然。
切割模式
直接切割是最常用的切割模式,在该模式下,切割轮可直接移动到工件中。
如需改进直接切割或者扩展机械或切割轮的应用范围,则其他切割模式可能较为有益。通常,改进与减小整个切割过程中的接触面积相关,这存在以下几个优点:
当单位接触面积的力增大时,可以切割较硬的材料。标准材料的切割更快,同时可以减小切割轮的磨损。比用于指定材料的直接切割所用的切割轮更硬的切割轮。
由于接触面积不断变化,冷却可改进。进而,这就意味着可减小工件损坏的风险,并且减少切割之后的制备工作量。
替代的切割模式是:
纵向切割
适用于硬质材料。更快的切割。改进切割期间的冷却。减小工件损坏的风险。切割之后的工作量减少。
分段切割
适用于特大号工件。为切割较大的工件,可使用 AxioCut 模式,从而增加 150mm 的切割容量。该切割模式可实现较深工件的切割。
单步执行切割可实现非常迅速的切割,而整理切割可实现快速切割,并结合更高的切割轮经济性,同时提供非常平滑的切割。
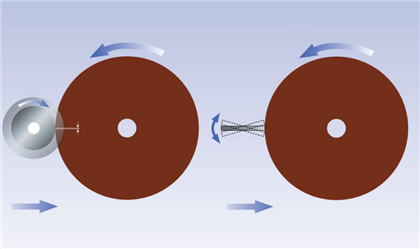
旋转切割和振荡切割
适用于超硬材料的切割。
冷却
切割液是湿磨料切割的必要条件,并用作冷却、冲洗、润滑、防腐和防菌介质。
工件的定位以及切割模式的选择可有助于将切割液引导至切割区域中。如果机械中可使用柔性水管,则出口的最优布局是垂直于切割轮。
切割设备
切割流程应该尽可能简单、快速和精密。在这里,您可以看到用于对各种尺寸的工件进行快速无变形切割的切割机,能够提供极高的耐久性和最大的用户方便性。您可以选择各种切割方案,从小型到大型,从手动到自动化。