")

















热镶嵌
如何热镶样镶样前的准备工作
清洗试样
镶样前清洗试样,有助于提高试样与镶样介质的粘附性。使用丙酮或酒精清洗。可能更有必要在超声波清洗器中清洗样品。记得将试样擦干。清洗试样时,应当戴上手套或使用镊子。
根据镶样筒尺寸调整试样大小(大约距离筒壁 3-5 mm)
调整试样高度(镶嵌的最终高度应大致为 20 mm)
选择最佳的热镶嵌树脂
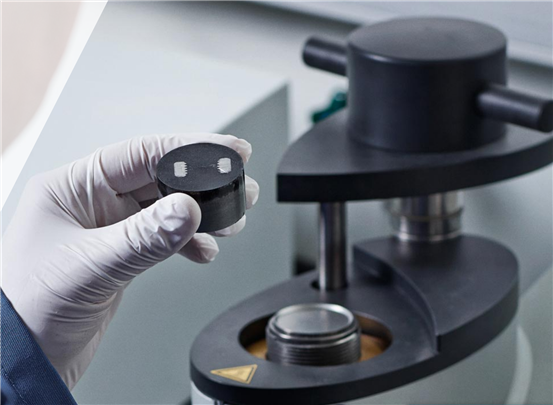
热镶样过程

热镶嵌 - 过程夹子
进行热镶嵌时,可以使用金属固定弹簧夹来支撑细小的试样。
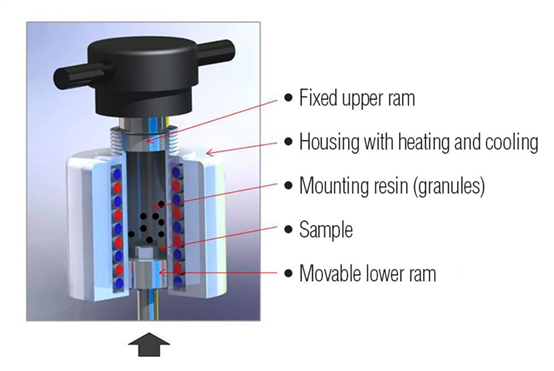
热镶嵌 - 过程镶样筒
将干燥整洁的试样放置于热镶嵌机的镶样筒上,然后加入适量的镶嵌树脂。嵌入试样时,请维持 180°C 左右的温度和大约 250 巴的压强。冷却水能最大化地缩短镶嵌时间。
两种类型的热镶嵌树脂:
热固性树脂
热固性树脂在升温过程中固化。为避免渗透、不均匀的镶样,持续且适当的施压是非常重要的。一旦镶样固化,那么只能破坏镶样才能取出试样。

热塑性树脂
热塑性树脂在高温时会软化或熔融,在冷却时会固化。此类树脂可以镶嵌压力敏感型试样。可首先加热镶样介质,然后在其变得柔软时施加压力。这能确保将镶样介质压入开放的孔隙和裂缝中。
热塑性镶样介质可能会再次融化。

预热
对于渗透型和/或压力敏感型的试样(比如矿物或电子零件),在施加压力前,建议通过加热来软化树脂。当使用热塑性树脂时,预热也很有用。
使用敏感模式将总加热时间分为预热时间和加热时间两部分,压力只在加热阶段而非预热阶段施加。

温度敏感型试样
在镶样工艺中,对于所有的树脂,温度最多可以降低至 150°C。这对处理温度敏感型的矿物相当有用。如果温度降低了,那么相应地增加建议的加热时间。
斜面柱塞:
已装载的试样可能会有锋利的边缘,这可能会切碎制备表面。这可使用具备斜边的下柱塞来消除。同时,有斜面的下柱塞也可以消除坚硬试样损坏镶嵌设备的镶样筒的风险。
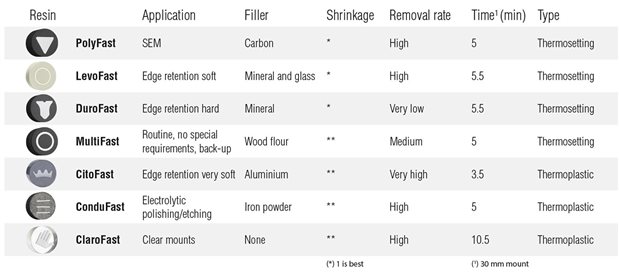
选择树脂/选择指南
要想获得所需的效果并能够满足镶样要求,选择正确的树脂/镶样介质尤为重要。
本指南旨在提供有关不同热镶嵌材料的详细信息、提示及技巧。
故障排除 - 热镶嵌问题放射状裂纹
原因:
试样边缘/转角与镶样筒壁之间距离不足,或试样存在尖角。
解决方法:
增大镶样筒的直径或减小试样尺寸。试样与镶样筒壁之间的距离至少为 3 mm,这样有助于避免树脂出现裂缝。这对于处理有尖锐转角的试样至关重要。
收缩
原因:
树脂选择不当。
解决方法:
使用收缩性值较低的树脂重新镶嵌一个新的试样。
起泡
原因:
加热时间不足。
解决方法:
延长加热时间或升高工艺温度。
原因:
试样表面过分固化。
解决方法:
降低工艺温度。
原因:
镶嵌过程滞留气体。
解决方法:
预热树脂。
膨胀
原因:
冷却不充分。
解决方法:
增加冷却时间
气孔
原因:
温度过高。
解决方法:
降低工艺温度。
大型镶嵌试样间的空洞
原因:
加热时间不足。
解决方法:
延长加热时间。
原因:
温度过高。
解决方法:
降低工艺温度。
原因:
压力/压强偏低。
解决方法:
增加镶样压力/压强。
表面黯淡
原因:
加热时间不足。
解决方法:
延长加热时间。
镶嵌物与柱塞粘附
原因:
脱模剂使用不足。
解决方法:
使用脱模剂。在镶样工艺开始前,必须在镶样柱塞上抹上一层薄薄的脱模剂。这可以防止树脂黏上柱塞,并且能在结束后更轻松地移除镶样。
原因:
加热时间不足。
解决方法:
延长加热时间。
原因:
压力/压强偏低。
解决方法:
增加镶样压力/压强。
镶样中可见形体清晰的颗粒*
原因:
在未施加压力/压强的情况下使树脂固化。
解决方法:
在加热期间增加压力/压强。
原因:
加热时间不足。
解决方法:
延长加热时间和/或升高温度。
*只针对热固性树脂
相关产品